24小(xiǎo)时技术销售
1370081089224小(xiǎo)时技术销售
13700810892限公司")
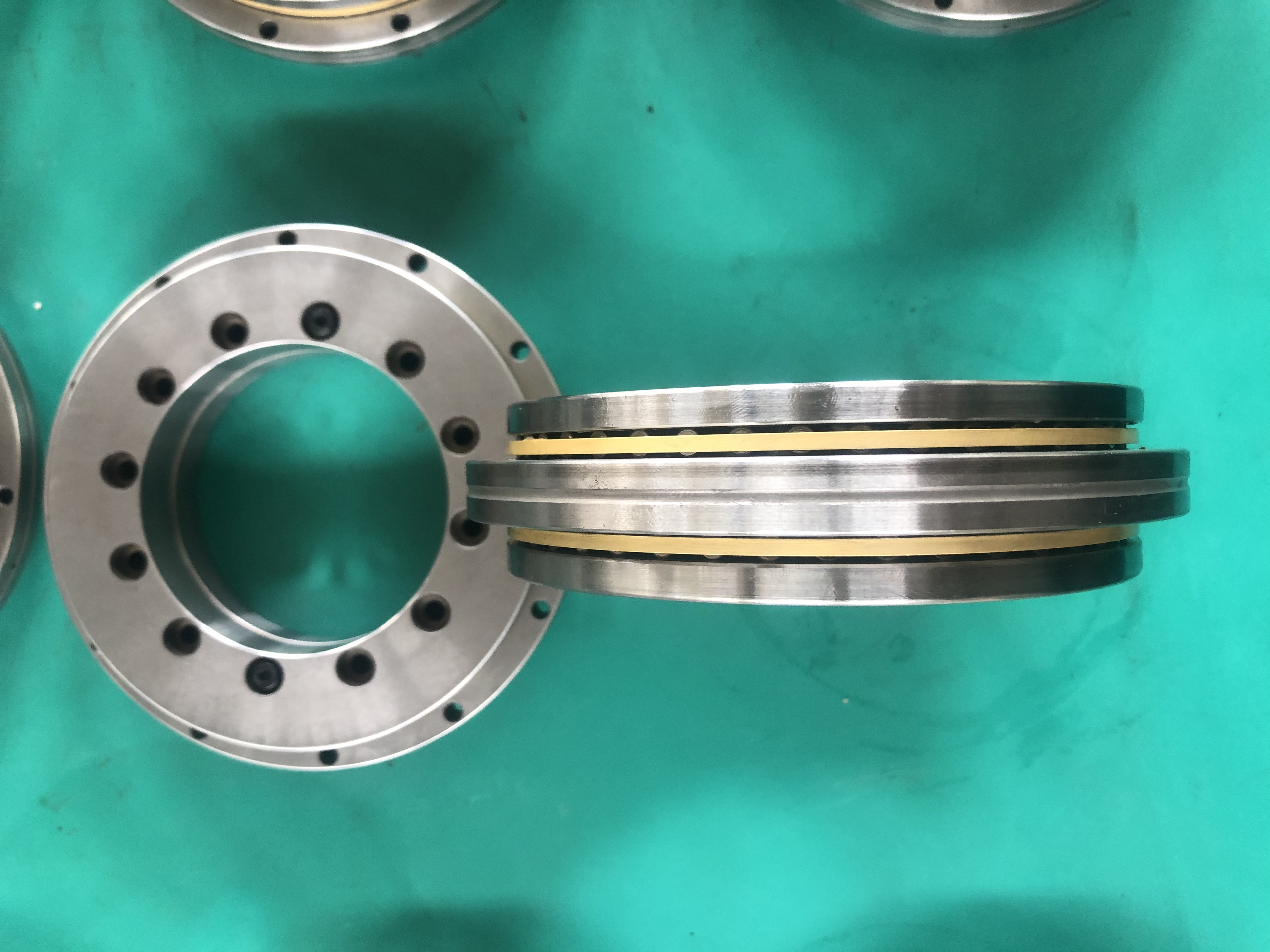
YRT转台轴承在许多(duō)的高精度加工设备中起着重要作用(yòng),而这都取决于其加工的精度,在YRT转台轴承的加工过程中,為(wèi)了使其精度达到要求,就需要对其进行磨削处理(lǐ),但是对于这种高精度的磨削加工来说,很(hěn)容易造成磨削缺陷,这里小(xiǎo)编為(wèi)大家整理(lǐ)了造成YRT转台轴承磨削缺陷的原因以及预防办法,以供大家参考。
1、砂轮太硬或粒度太细组织过密;
2、进给量过大,切削液供应不足,散热条件差;
3、轴承转速过低,砂轮转速过快;
4、砂轮振摆过大,因磨削深度不断发生变化而烧伤;
5、砂轮修整不及时或修整不好;
6、金刚石锐利,砂轮修整不好;
7、轴承粗磨时烧伤过深,精磨留量又(yòu)太小(xiǎo),没有(yǒu)磨掉;
8、轴承夹紧力或吸力不足,在磨削力作用(yòng)下,轴承存在停转现象等。
发挥冷却、洗涤、润滑的三大作用(yòng),保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止轴承发生热变形。改善磨削时的冷却条件,如采用(yòng)浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可(kě)直接进入磨削區(qū),发挥有(yǒu)效的冷却作用(yòng),防止轴承表面烧伤。
采用(yòng)白刚玉的砂轮较好,其性能(néng)硬而脆,且易产生新(xīn)的切削刃,因此切削力小(xiǎo),磨削热较小(xiǎo),在粒度上使用(yòng)中等粒度,如 46~60目较好,在砂轮硬度上采用(yòng)中软和软(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂轮,可(kě)降低切削热。
采用(yòng)径向进给量较小(xiǎo)的精磨方法甚至精细磨削。如适当减少径向进给量及砂轮速度、增大轴向进给量,使砂轮与轴承接触面积减少,散热条件得到改善,从而有(yǒu)效地控制表层温度的提高。
采用(yòng)電(diàn)解磨削加工可(kě)以改善轴承制造精度和表面质量。電(diàn)解磨削时,砂轮刮除氧化膜,而不是磨削金属,因而磨削力小(xiǎo),磨削热也小(xiǎo),不会产生磨削毛刺、 裂纹、烧伤等现象,一般表面粗糙度可(kě)优于Ra0.16μm。
因為(wèi)淬火应力、网状碳化组织在磨削力的作用(yòng)下,组织产生相变极易使轴承产生裂纹,对于高精度轴承来说,為(wèi)了消除磨削的残余应力,在磨削后应进行低温时效处理(lǐ)以提高韧性。
想要消除磨削应力,可(kě)将轴承在260~315℃盐浴中浸1.5min,然后在30℃油中冷却,硬度可(kě)下降1HRC,残留应力降低40%~65%。
以上就是小(xiǎo)编為(wèi)大家整理(lǐ)的造成YRT转台轴承磨削缺陷的原因与预防办法,希望能(néng)对大家有(yǒu)所帮助。洛阳东轴轴承有(yǒu)限公司经过多(duō)年的技术研发,拥有(yǒu)的轴承制造、加工、检验团队,精度与品质均有(yǒu)保证,如有(yǒu)需要可(kě)以在我们的网站留言,或者拨打客服電(diàn)话进行详细咨询。
手机:13700810892
联系人: 赵经理(lǐ) 公司固话: 0379-64850932
公司地址 :中國(guó)洛阳市新(xīn)安县洛新(xīn)产业集聚區(qū)双湘南路11号(涧西高速口西2公里)

微信扫码咨询

微信扫码咨询

 网站首页
网站首页 電(diàn)话咨询
電(diàn)话咨询 返回顶部
返回顶部